





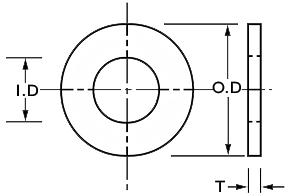
| Dimensions des rondelles plates ASTM F436 | ||||||
|---|---|---|---|---|---|---|
| Taille nominale de la rondelleD Pouce | Diam. Intérieur (ID) | Diam. Extérieur (OD) | Épaisseur (T) | |||
| min | max | min | max | min | max | |
| 1/4 | 0.281 | 0.313 | 0.593 | 0.657 | 0.051 | 0.080 |
| 5/16 | 0.344 | 0.376 | 0.656 | 0.720 | 0.051 | 0.080 |
| 3/8 | 0.406 | 0.438 | 0.781 | 0.845 | 0.051 | 0.080 |
| 7/16 | 0.469 | 0.501 | 0.890 | 0.954 | 0.051 | 0.080 |
| 1/2 | 0.531 | 0.563 | 1.031 | 1.095 | 0.097 | 0.177 |
| 9/16 | 0.625 | 0.657 | 1.156 | 1.220 | 0.110 | 0.177 |
| 5/8 | 0.688 | 0.720 | 1.281 | 1.345 | 0.122 | 0.177 |
| 3/4 | 0.813 | 0.845 | 1.436 | 1.500 | 0.122 | 0.177 |
| 7/8 | 0.938 | 0.970 | 1.718 | 1.782 | 0.136 | 0.177 |
| 1 | 1.063 | 1.126 | 1.937 | 2.063 | 0.136 | 0.177 |
| 1 1/8 | 1.188 | 1.251 | 2.187 | 2.313 | 0.136 | 0.177 |
| 1 1/4 | 1.375 | 1.438 | 2.437 | 2.563 | 0.136 | 0.177 |
| 1 3/8 | 1.500 | 1.563 | 2.687 | 2.813 | 0.136 | 0.177 |
| 1 1/2 | 1.625 | 1.688 | 2.937 | 3.063 | 0.014 | 0.177 |
| 1 3/4 | 1.875 | 1.938 | 3.312 | 3.438 | 0.178B | 0.28B |
| 2 | 2.125 | 2.188 | 3.687 | 3.813 | 0.178B | 0.28B |
| 2 1/4 | 2.375 | 2.438 | 3.937 | 4.063 | 0.24C | 0.34C |
| 2 1/2 | 2.625 | 2.688 | 4.437 | 4.563 | 0.24C | 0.34C |
| 2 3/4 | 2.875 | 2.938 | 4.937 | 5.063 | 0.24C | 0.34C |
| 3 | 3.125 | 3.188 | 5.437 | 5.563 | 0.24C | 0.34C |
| 3 1/4 | 3.375 | 3.500 | 5.875 | 6.125 | 0.24C | 0.34C |
| 3 1/2 | 3.625 | 3.750 | 6.375 | 6.625 | 0.24C | 0.34C |
| 3 3/4 | 3.875 | 4.000 | 6.875 | 7.125 | 0.24C | 0.34C |
| 4 | 4.125 | 4.250 | 7.375 | 7.625 | 0.24C | 0.34C |
| Tolérances dimensionnelles de la rondelle (Table 4) | ||||
|---|---|---|---|---|
| Caractéristiques dimensionnelles | <1 po. Taille nominale | 1 à 1 1⁄2 po. Taille nominale | >1 1⁄2 à 3 po Taille nominale | >3 po. Taille nominale |
| Planéité : l’écart maximal par rapport à la règle placée sur le côté coupé ne doit pas dépasser (in). | 0.010 | 0.015 | 0.020 | 0.032 |
| Concentricité, po : centre du trou jusqu’au diamètre extérieur | 0.030 FIRA | 0.060 FIRA | 0.090 FIRA | 0.032 FIRA |
| La bavure ne doit pas dépasser la surface de la rondelle immédiatement adjacente de plus de (po). | 0.010 | 0.015 | 0.020 | 0.025 |




| Dimensions de la rondelle épaisse ASTM F436 | ||||||
|---|---|---|---|---|---|---|
| Taille nominale de la rondelleD Pouce | Diam. Intérieur (ID) | Diam. Extérieur (OD) | Épaisseur (T) | |||
| min | max | min | max | min | max | |
| 1/2 | 0.531 | 0.563 | 1.031 | 1.095 | 0.305 | 0.375 |
| 9/16 | 0.625 | 0.657 | 1.156 | 1.220 | 0.305 | 0.375 |
| 5/8 | 0.688 | 0.720 | 1.281 | 1.345 | 0.305 | 0.375 |
| 3/4 | 0.813 | 0.845 | 1.436 | 1.500 | 0.305 | 0.375 |
| 7/8 | 0.938 | 0.970 | 1.718 | 1.782 | 0.305 | 0.375 |
| 1 | 1.063 | 1.126 | 1.937 | 2.063 | 0.305 | 0.375 |
| 1 1/8 | 1.188 | 1.251 | 2.187 | 2.313 | 0.305 | 0.375 |
| 1 1/4 | 1.375 | 1.438 | 2.437 | 2.563 | 0.305 | 0.375 |
| 1 3/8 | 1.500 | 1.563 | 2.687 | 2.813 | 0.305 | 0.375 |
| 1 1/2 | 1.625 | 1.688 | 2.937 | 3.063 | 0.305 | 0.375 |
| 1 3/4 | 1.875 | 1.938 | 3.312 | 3.438 | 0.305 | 0.375 |
| 2 | 2.125 | 2.188 | 3.687 | 3.813 | 0.305 | 0.375 |
| 2 1/4 | 2.375 | 2.438 | 3.937 | 4.063 | 0.305 | 0.375 |
| 2 1/2 | 2.625 | 2.688 | 4.437 | 4.563 | 0.313 | 0.375 |
| 2 3/4 | 2.875 | 2.938 | 4.937 | 5.063 | 0.313 | 0.375 |
| 3 | 3.125 | 3.188 | 5.437 | 5.563 | 0.313 | 0.375 |
| 3 1/4 | 3.375 | 3.500 | 5.875 | 6.125 | 0.313 | 0.375 |
| 3 1/2 | 3.625 | 3.750 | 6.375 | 6.625 | 0.313 | 0.375 |
| 3 3/4 | 3.875 | 4.000 | 6.875 | 7.125 | 0.313 | 0.375 |
| 4 | 4.125 | 4.250 | 7.375 | 7.625 | 0.313 | 0.375 |
| Tolérances dimensionnelles de la rondelle (Table 4) | ||||
|---|---|---|---|---|
| Caractéristiques dimensionnelles | <1 po. Taille nominale | 1 à 1 1⁄2 po. Taille nominale | >1 1⁄2 à 3 po Taille nominale | >3 po. Taille nominale |
| Planéité : l’écart maximal par rapport à la règle placée sur le côté coupé ne doit pas dépasser (in). | 0.010 | 0.015 | 0.020 | 0.032 |
| Concentricité, po : centre du trou jusqu’au diamètre extérieur | 0.030 FIRA | 0.060 FIRA | 0.090 FIRA | 0.032 FIRA |
| La bavure ne doit pas dépasser la surface de la rondelle immédiatement adjacente de plus de (po). | 0.010 | 0.015 | 0.020 | 0.025 |



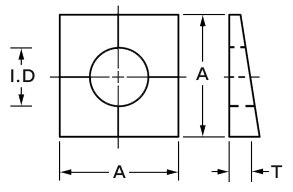
| Dimensions de la rondelle biseautée ASTM F436 | ||||||
|---|---|---|---|---|---|---|
| Taille du boulon, po. | Dim. Côté (A) | Diam. Interne Nominal (ID), po. | Épaisseur moyenne (T), in. | Épaisseur de la pente ou de la partie conique | ||
| min | max | min | max | |||
| 1/2 | 1.718 | 1.782 | 0.531 | 0.563 | 0.312 | 1:6 |
| 5/8 | 1.718 | 1.782 | 0.688 | 0.720 | 0.312 | 1:6 |
| 3/4 | 1.718 | 1.782 | 0.812 | 0.844 | 0.312 | 1:6 |
| 7/8 | 1.718 | 1.782 | 0.938 | 0.970 | 0.312 | 1:6 |
| 1 | 2.187 | 2.313 | 1.125 | 1.188 | 0.312 | 1:6 |
| 1 1/8 | 2.187 | 2.313 | 1.250 | 1.313 | 0.312 | 1:6 |
| 1 1/4 | 2.187 | 2.313 | 1.380 | 1.443 | 0.312 | 1:6 |
| 1 3/8 | 2.187 | 2.313 | 1.500 | 1.563 | 0.312 | 1:6 |
| 1 1/2 | 2.187 | 2.313 | 1.625 | 1.688 | 0.312 | 1:6 |
| Tolérances dimensionnelles de la rondelle (Table 4) | ||||
|---|---|---|---|---|
| Caractéristiques dimensionnelles | <1 po. Taille nominale | 1 à 1 1⁄2 po. Taille nominale | >1 1⁄2 à 3 po Taille nominale | >3 po. Taille nominale |
| Planéité : l’écart maximal par rapport à la règle placée sur le côté coupé ne doit pas dépasser (in). | 0.010 | 0.015 | 0.020 | 0.032 |
| Concentricité, po : centre du trou jusqu’au diamètre extérieur | 0.030 FIRA | 0.060 FIRA | 0.090 FIRA | 0.032 FIRA |
| La bavure ne doit pas dépasser la surface de la rondelle immédiatement adjacente de plus de (po). | 0.010 | 0.015 | 0.020 | 0.025 |